本厂专业生产汽车模具(保险杠模具、仪表台模具、格栅模具及汽车小部件)、日用品模具、SMC模具。
我们只做了一件事情,就是如何把模具做好,我们请好的工程师,我们培训优秀的员工,制订严格的标准,只为把复杂的模具结构简单化,让您在生产的过程中出故障的几率降到最低,
我们把生产过程模块化,零件化,标准化,尽最大努力节省成本,、让您采购模具的成本降到最低。
我们研究对比各种塑料材质,只为在你需要时告诉您最好的选择。
我们坐落黄岩模具之乡,配套资源更丰富,产业集群化优势明显
公司实力雄厚
十多年吹塑模具生产与销售经验
● 长期致力于吹塑模具生产、吹瓶模具生产、吹塑加工。
● 专业从事吹瓶模具、吹塑模具研发和加工的生产型企业,拥有十多年的吹塑模具研发及工艺经验,对新产品的开发以及加工控制能有很好的把握和预见性。




我们目前专注玻璃钢模具的研发和生产以及相关产品的加工生产。拥有专业的数控电脑加工中心,数控精雕,电火花,线切割等模具精加工设备。拥有专业三维设计人员,三坐标测点人员,质量监督人员等技术团队,建立了完善的生产管理体系和质量管理体系。本着做专、做精、做强的理念,以专业的人做专业的事,以专业的管理体系为基础,不断地创新与完善。
质量控制
作为一家品质优越的模具企业,我们拥有强大的管理以及质检团队,从模具的三维制图到模具的首次试模,都有非常严格的分析和质量控制。
三维设计
在接到客户的产品设计,项目经理会立刻召集所有相关的技术人员对其缺点以及加工过程中可能遇到的问题进行分析。比如对脱模斜度、强度、塑料填充、变形、壁厚、皮纹等进行分析。在这些讨论结束后,紧接着进行模流分析,如果出现任何问题,会立即与客户取得联系并提供解决方案或者建议。




谛广模具的工程师设计经验丰富,具有综合开发理念。工程师们秉持“模具的灵 魂在于设计”之宗旨,非常重视模具制作工序。精心设计,力图打造具有使 用年限最长、维修次数少的模具。客户只需提供DXF, DWG, PRT, SAT, IGES, STEP等格式的二维或三维效果图或样品, 银源将扫描样品,制作出产品蓝 图,一经客户确认,即可按照客户现有项目进行模具组装、图纸设计。
公司十分重视技术创新,与多家高等院校进行产学研合作,发挥各自优势,行成强大的研究、开发、生产一体化的先进系统,不断提升自主创新能力,行成汽车模具全球同步研发,为世界知名品牌汽车零部件供应商提供优质模具。
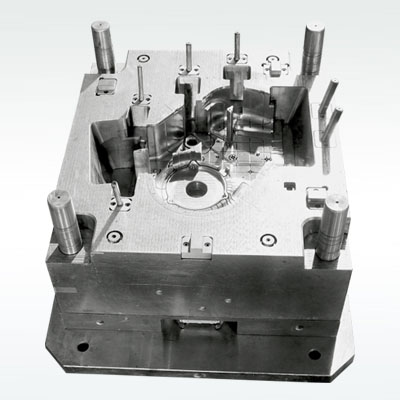
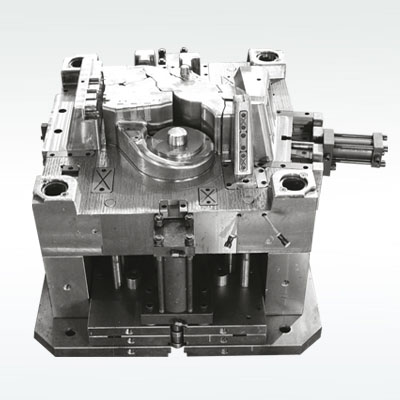


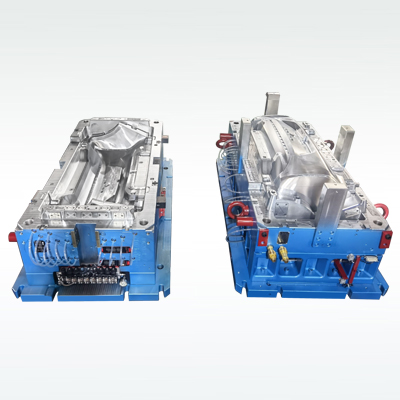
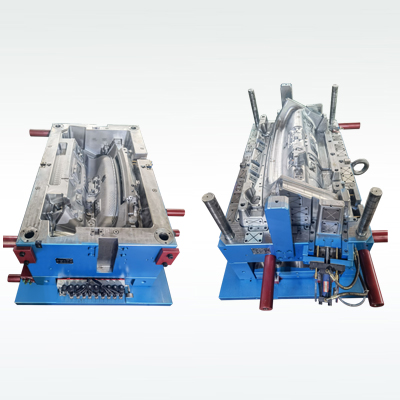
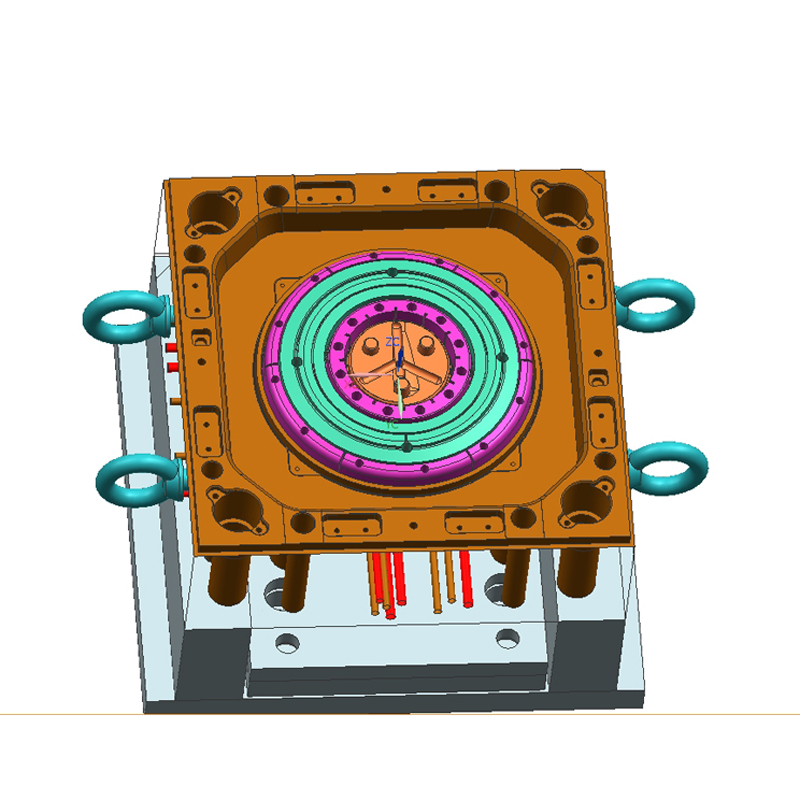
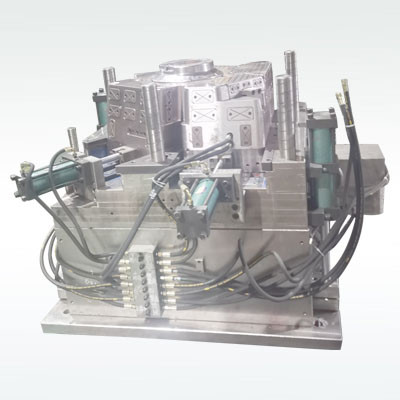
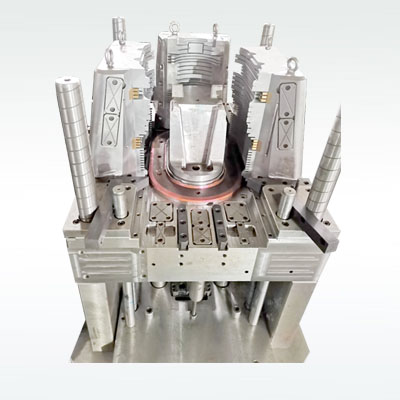
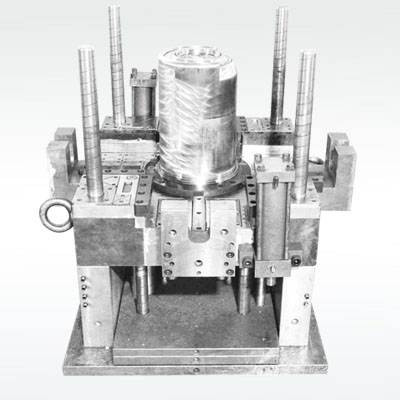
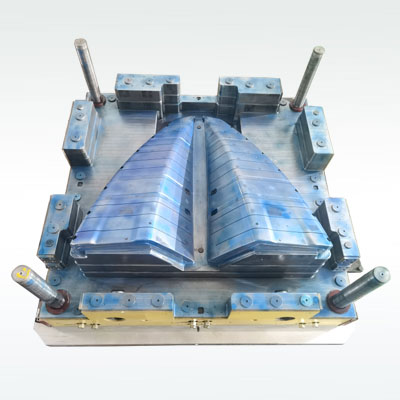
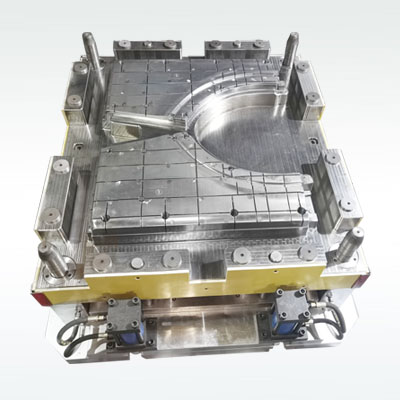
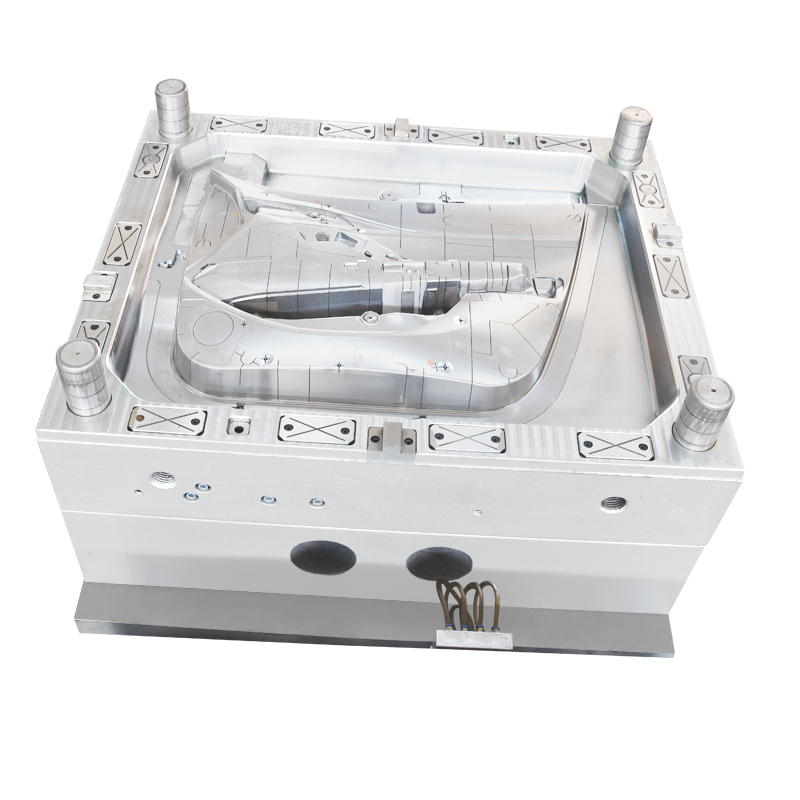
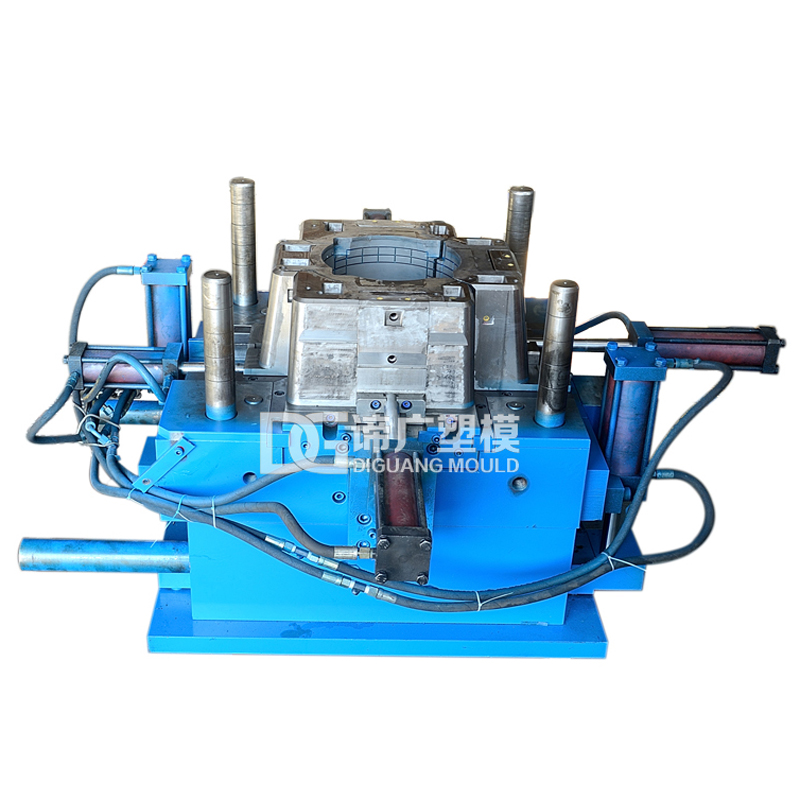
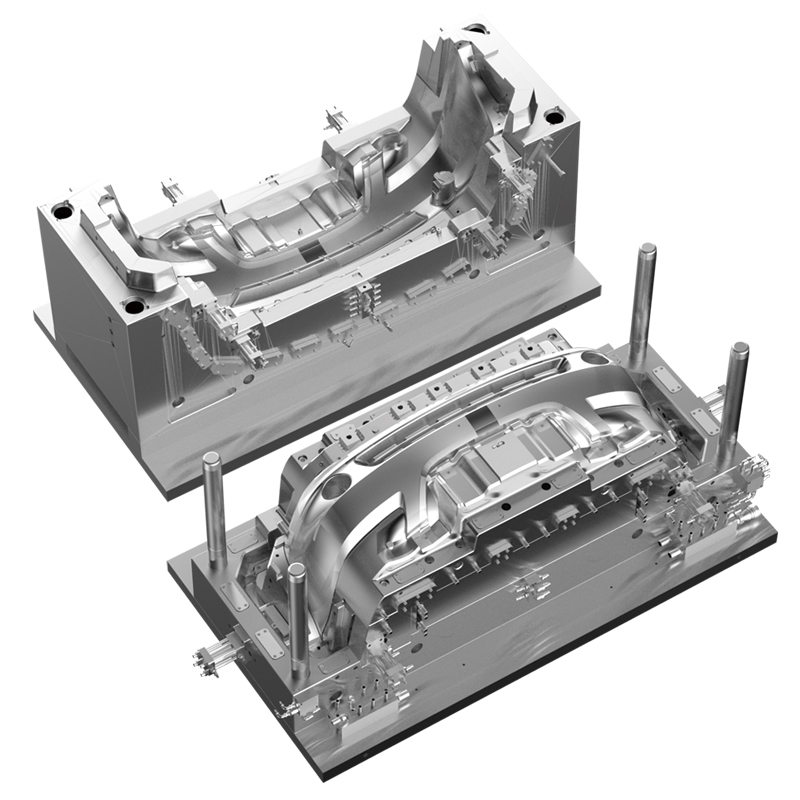
模具采用工字模结构,型腔和型芯选用2738HH,滑块、导滑槽、镶件采用2316或者718H,导柱、导套、浇口套、拉料杆、复位杆采用SKD标准件,模架采用自作的标准模架。好的材料的耐腐蚀性能,韧性,导热性和硬度,使抛光变得更加容易,从而节约了生产周期,延长了模具寿命,减少了维护和维修的时间,减少了开裂的风险,提高了生产效率。
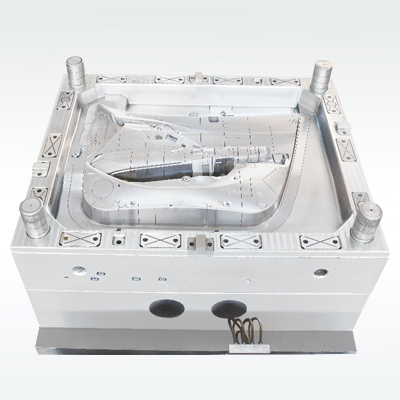
冷却系统的设计是一项比较繁锁的工作,即要考虑冷却效果及冷却的均匀性,又要考虑冷却系统对模具整体结构的影响冷却系统的具体位置及尺寸的确定;重点部位如动模或镶件的冷却;侧滑块及侧型芯的冷却;冷却元件的设计及冷却标准元件的选用。我们公司在模具设计时就开始分析这些一系列问题,模具采用循环水的方式在模具内部每一个部位流动,降低注塑时的冷却时间,提高产品的生产效率,大大降低生产成本。




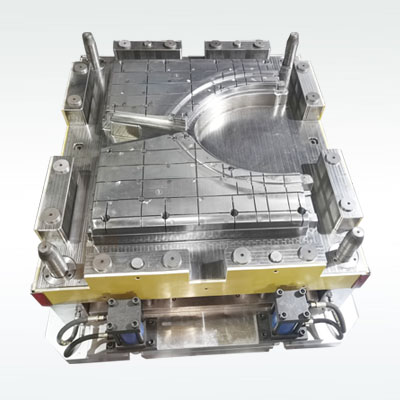
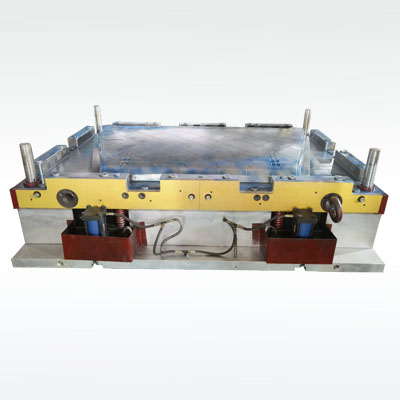
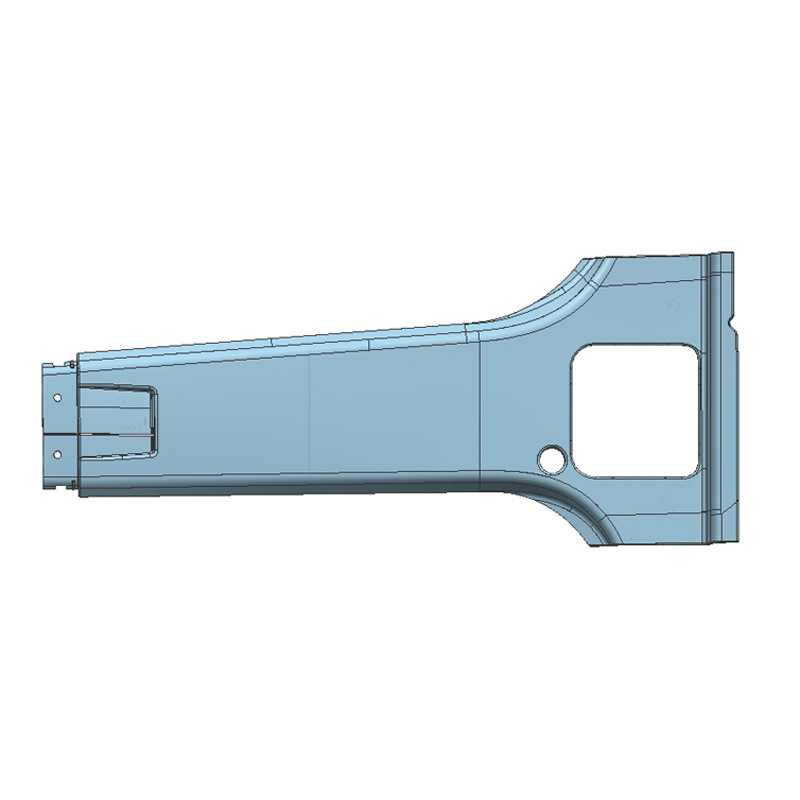
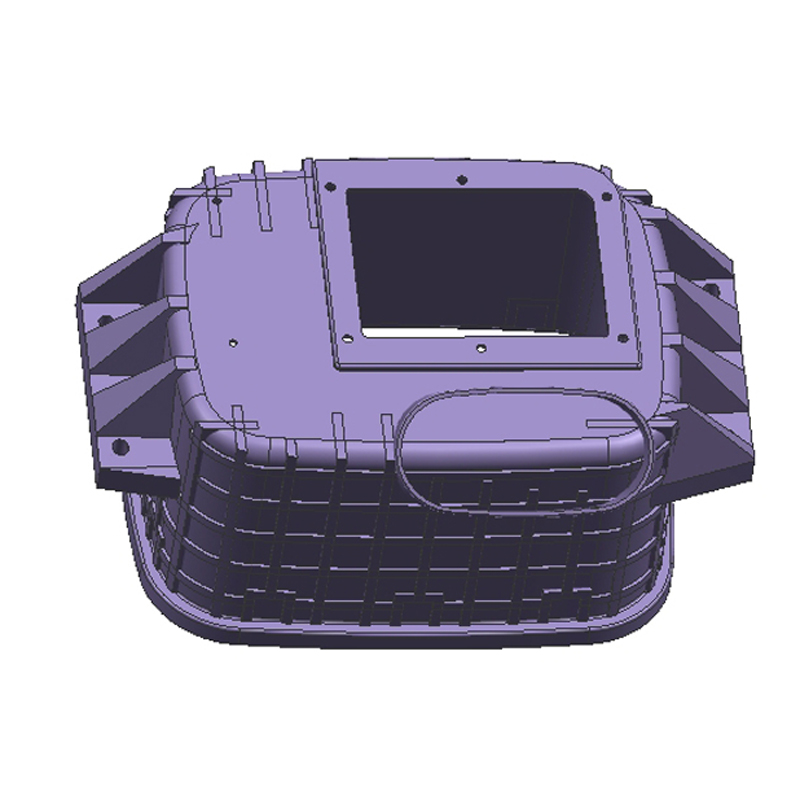
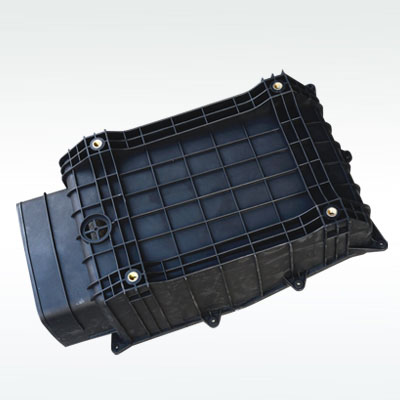
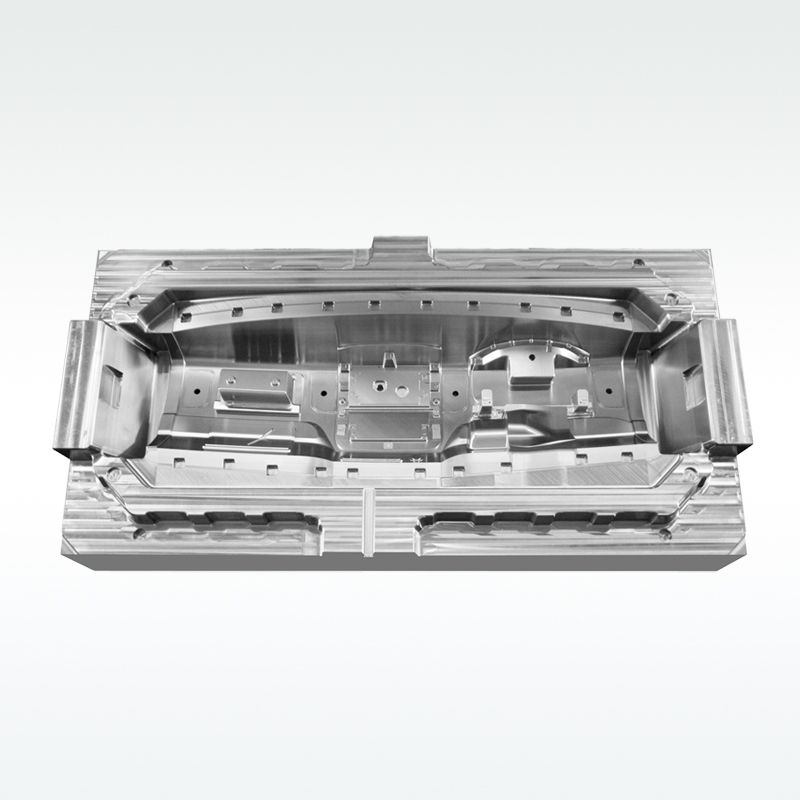
台州市谛广塑模有限公司是专业的汽车仪表台模具制造商.。我们的服务包括设计,模具制造,产品注塑加工,组装及其他后续工艺。
作为专业的仪表台模具制造商,关于仪表台模具的制造,我们给予以下建议:
型芯型腔材料选择: (根据客户的需求), 我们的专业建议: 预硬钢 : P20 (1.2311), P20+Ni…等; 硬钢: H13 (1.2344) / NAK80…等. 不锈钢 : ASSAB Stavax…等
模架选择:(根据客户的需求 ), 我们建议客户使用龙记标准模架,材料为 S50C 或 P20
型芯型腔硬度要求:预硬钢 : HRC 30~32+-1* 热处理钢 : HRC 50~52+-1*
型芯脱模: (根据产品需求). 常用方式 :马达 , 油缸 , 脱模板, 顶针…等
模具配件: DME/ HASCO 标准件.
表面处理: 根据产品需求, 常规包含皮纹,抛光;
模具寿命: (根据材料等级), 理想状态下, 1. 预硬钢, 最少. 20~300000模; 2.硬/热处理钢 : 60~800000 模. 3. 不锈钢 : 1000000模.
流道: 1. 冷流道 2. 热流道 3.冷流道+热流道
交货期: 80~90 天第一次试模交样;
包装: 标准木箱包装
生产: 注塑生产,后续工艺。


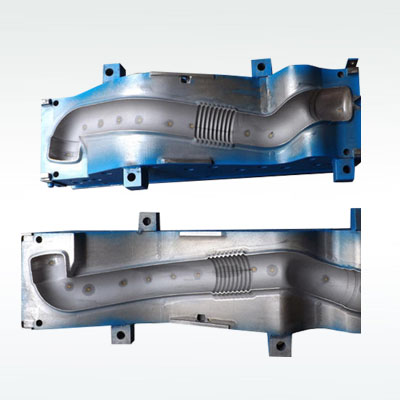
谛广汽车模具制造商系列产品包括:暖通空调模具、保险杠模具、车灯模具和汽车内外模。
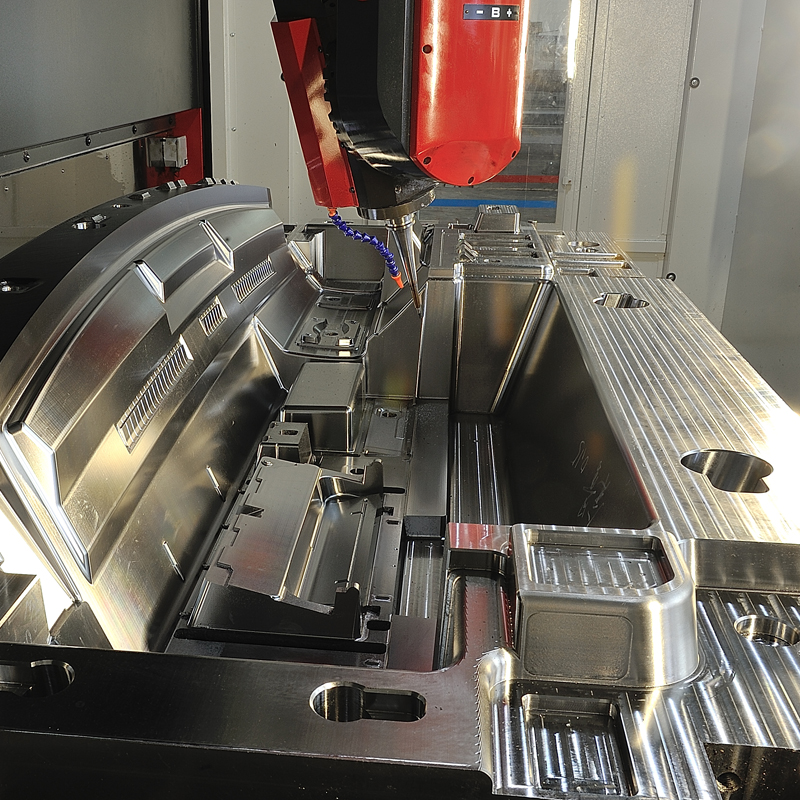
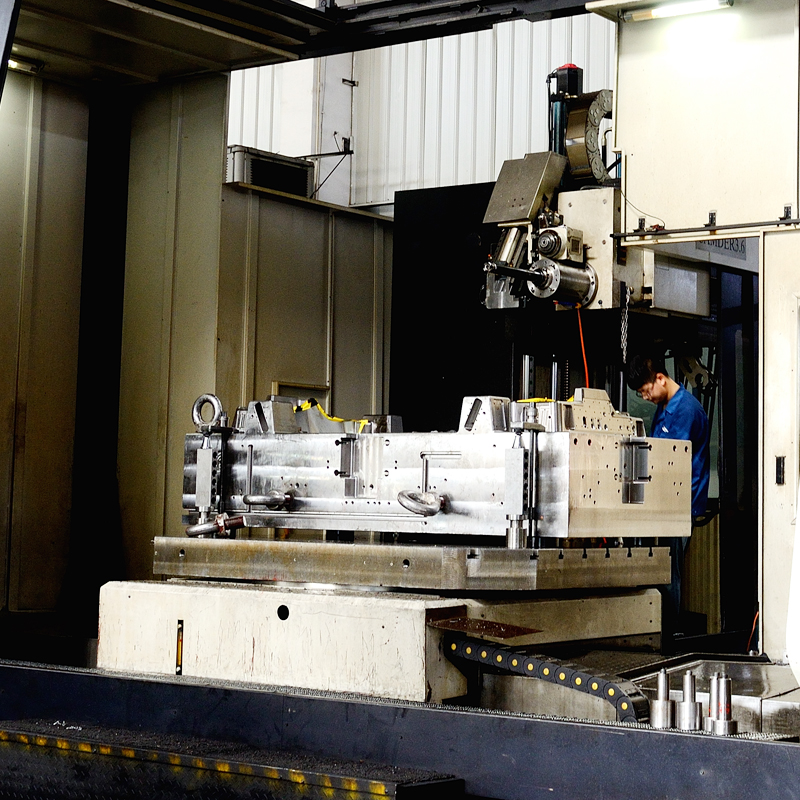
台州市黄岩谛广模具有限公司是中国著名的汽车模具制造商和专业从事汽车模具设计制造的汽车模具公司,拥有国家质检实验室、注塑车间和汽车模具厂,先进的数控设备和经验丰富的研发团队。工程工作不仅包括模具设计,还包括模具可行性、模具流程、产品设计专业知识和原型服务。
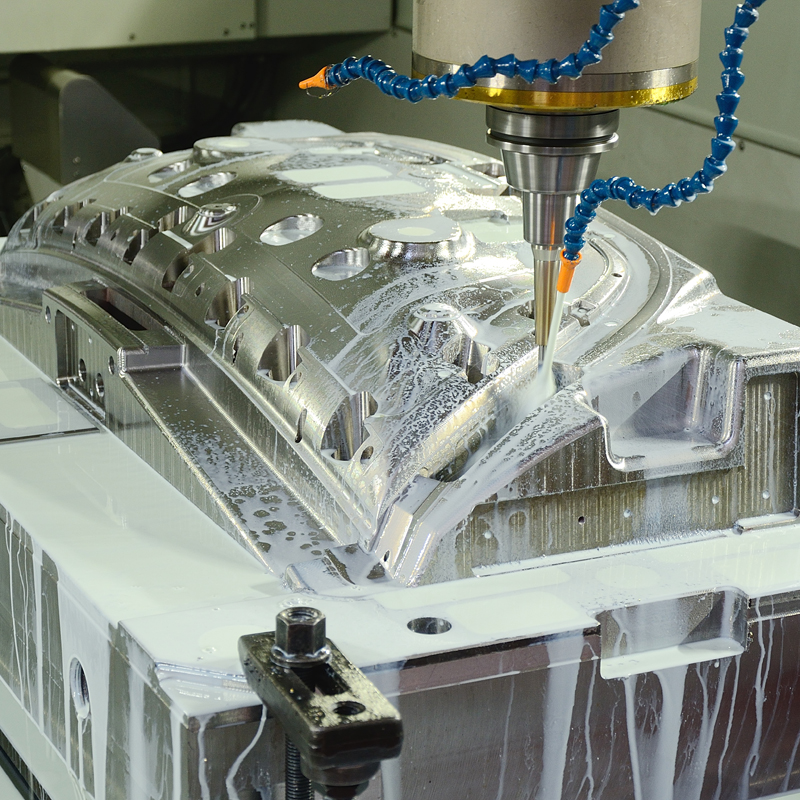
可以说,塑料模具制造业的快速发展主要得益于数控铣削技术的创新。从传统的铣床到三轴加工中心,再到今天的五轴高速铣削,三维曲面零件的加工几乎总是一个现实,而材料的硬度也不再是一个限制。塑料模具的主要型腔和型面由数控铣削加工完成。

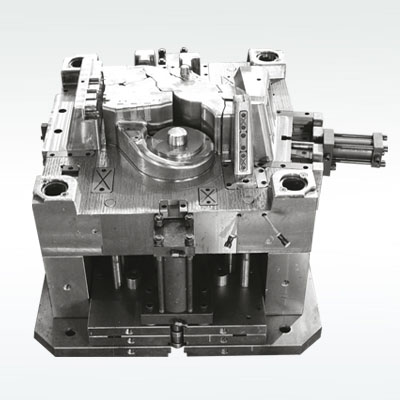
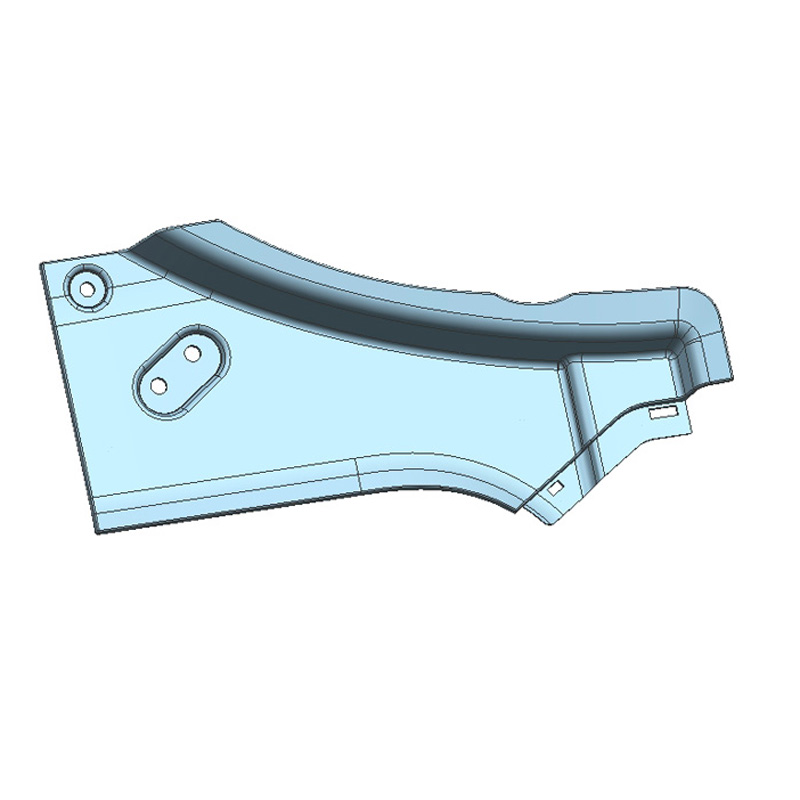
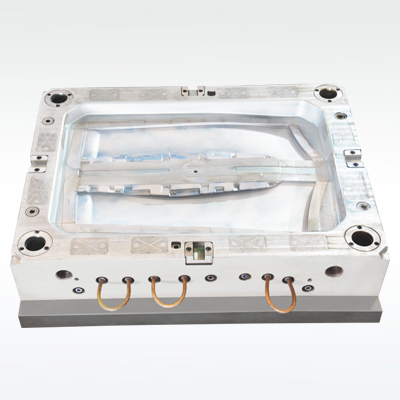
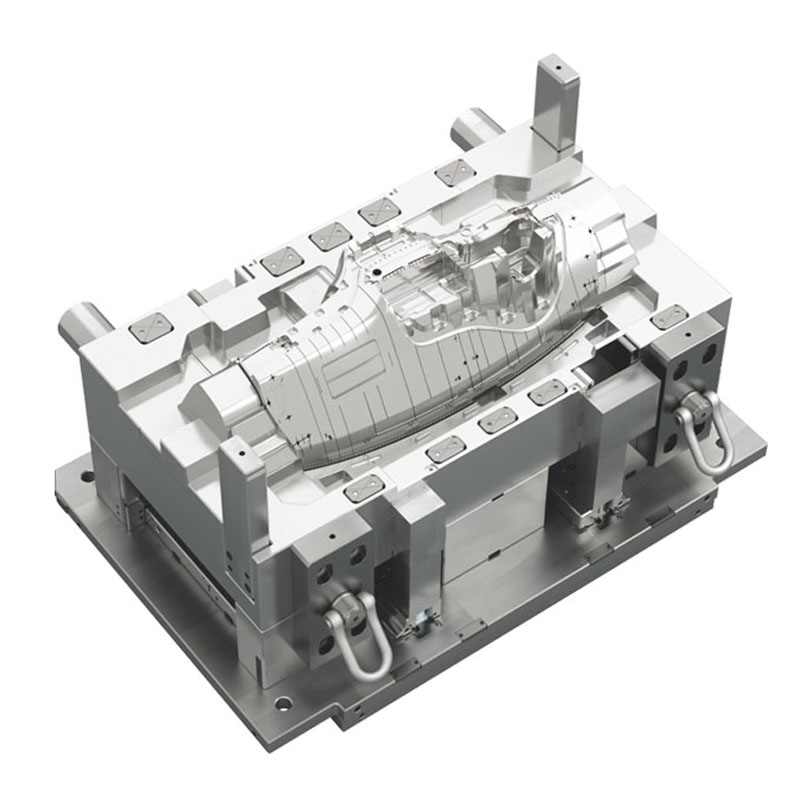
谛广模具有着丰富的保险杠模具制造经验,精通OEM 模具制作标准。
自成立以来,谛广参与了大量的保险杠生产项目。我们积累了十多年的经验,能够以最有效的方式生产保险杠模具,并满足客户的质量要求。此外,谛广十分熟悉保险杠模具,并能有效控制加工时间。T0样品从客户下订单开始只需要15周即可完成,有时甚至更短。因为我们拥有着丰富的经验,所以降低了在整个过程中犯错误的机会。
您可以参考以下信息:
1.塑料前保险杠模具/真保险杠模具/自动弹射/机器人
2.模钢:Wr. 1.2738
3.钢料硬度:33HRC到38HRC
4.注塑系统:6点YUDO顺序阀热流道
5.周期时间:150秒。
6.模具寿命:50万模。
7.型腔:石材抛光1000
如果您需要更多关于汽车保险杠注塑模具的信息,请随时与我们联系



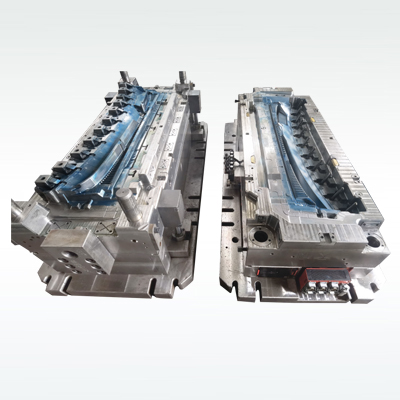
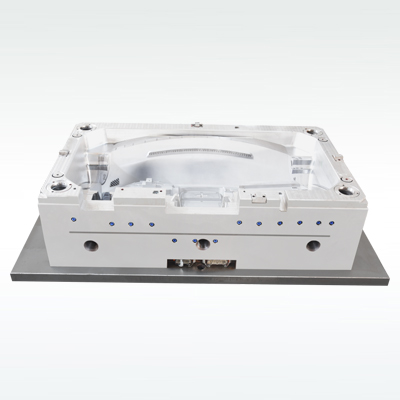
谛广塑模为吉普牧马人和丰田、别克卓越提供多种类型的汽车格栅模具、汽车保险杠模具和汽车保险杠夹模。
为了满足外观美观的汽车格栅模具的需求,谛广一直在积极改进汽车格栅模具的工艺。
1.内退刀面结构:谛广能掌握结构,在非外退刀面上设置退刀线,避免了汽车保险杠表面的小台阶,避免了切割飞边的问题。最后,有助于实现汽车保险杠的光滑表面。
2.注射浇口位置:合理配置注射浇口,可以减小型腔压差,直接影响汽车保险杠的质量。
3.取注射部位的位置:将注射部位留在腔侧还是芯侧?必须考虑汽车保险杠模具顶出系统的合理结构。
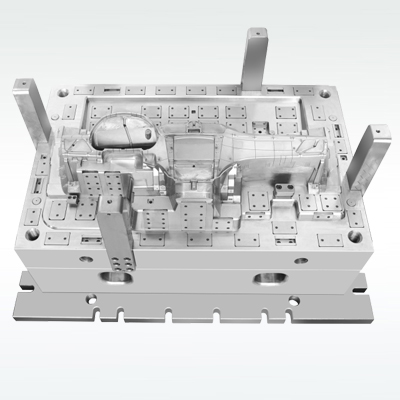
汽车透气格栅模具制造厂家专业提供
1.模具的型腔和型芯采用上钢P20材料,模架的材料是45# 。
2.正常使用模具寿命不低于40万模次。
3.开模时间以预付款到之日起算, 45天交样。
4.模具在生产过程中我们会在每个星期向贵公司提供一次模具进展情况和照片




本厂专业生产汽车模具(保险杠模具、仪表台模具、格栅模具及汽车小部件)、日用品模具、SMC模具。